£µÍ¦Âª╝Ð¥½├▄ÖC(j¿®)ðÁËð¤Ì╣½╦¥ú¿È¡ÃÓ┐hª╝Ð¥½├▄ÞTÈýËð¤Ì╣½╦¥ú®ÊÈâ×(y¿¡u)┘|(zh¿¼)Á─í¥¥½├▄ÞTÈý╝■í┐¥½ı\(ch¿ªng)×Ú─·À■äı(w¿┤)ú¼£µÍ¦¥½├▄ÞTÈýı\(ch¿ªng)îì(sh¿¬)╩Ïð┼ú¼ã┌┤²Í°─·Á─║¤Î¸úí

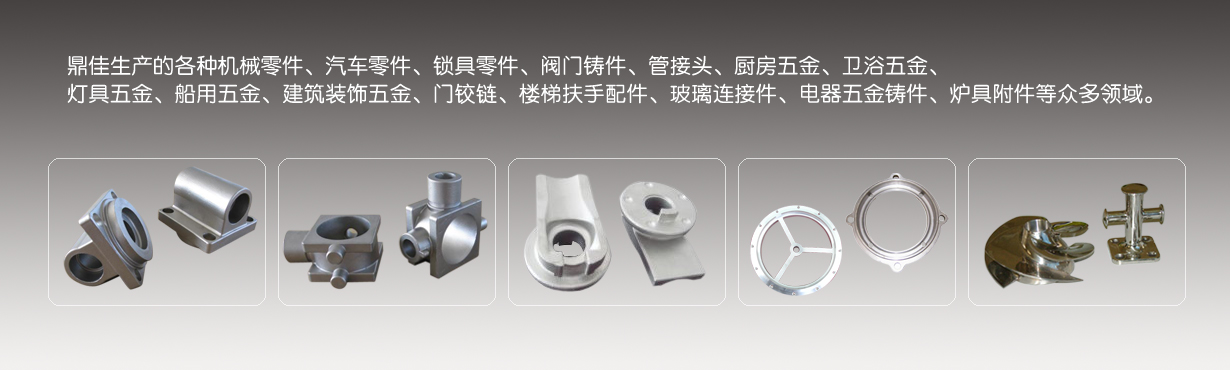
╣Þ╚▄─z¥½├▄ÞTÈý,¥½├▄ÞT╝■,╠╝õôÞT╝■,▓╗õPõôÞT╝■--£µÍ¦Âª╝ÐêÈ(ji¿ín)│ÍÀÇ(w¿ºn)¿Á─«a(ch¿ún)ãÀ┘|(zh¿¼)┴┐ú¼Òí╩Ï«a(ch¿ún)ãÀÁ─▒Ý└´╚þÊ╗ú¼Ë├ð─Î÷║├├┐Ê╗╝■╩┬íú╚█─úÞTÈýíó¤×?z¿íi)úÞTÈýíóÞTõôíóØ▓ÞTíó╩º¤×ÞTÈýãÀ┘|(zh¿¼)Ëð▒úÎCíú