ÌøïÑΥûÉC(j´ˋ)ÅçÆÅüß¿¨ùƒÈ´åÙúÁ¢hÑΥûÉÒTåšÆÅüß¿¨ùƒÈˋØå(y´Ùu)ì|(zh´˜)çáÀƒƒ¨ûÉÒT嚥±À¢ƒ¨í\Õáºñ±í(w´Ç)ȘÌøûÉÒTåší\(sh´ˆ)òÄÅéȘóÖÇ»ø½áºçá¤üæ¼ÈÀ

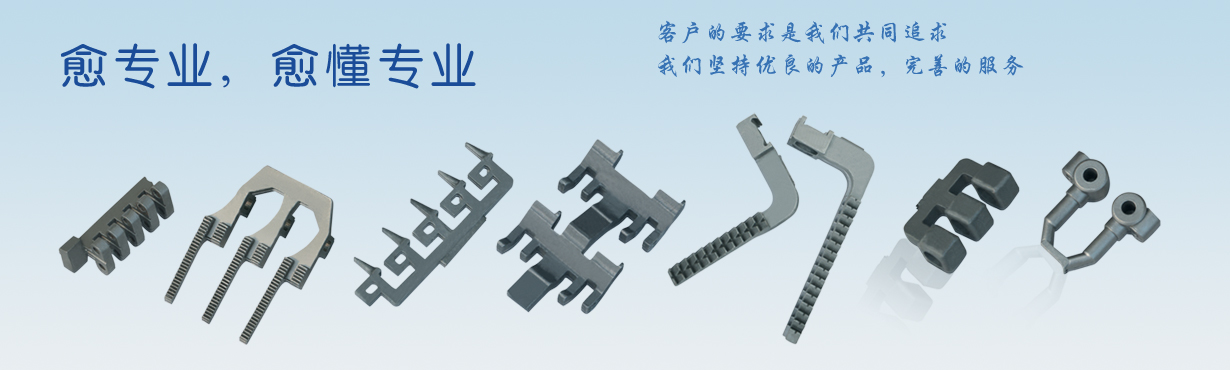
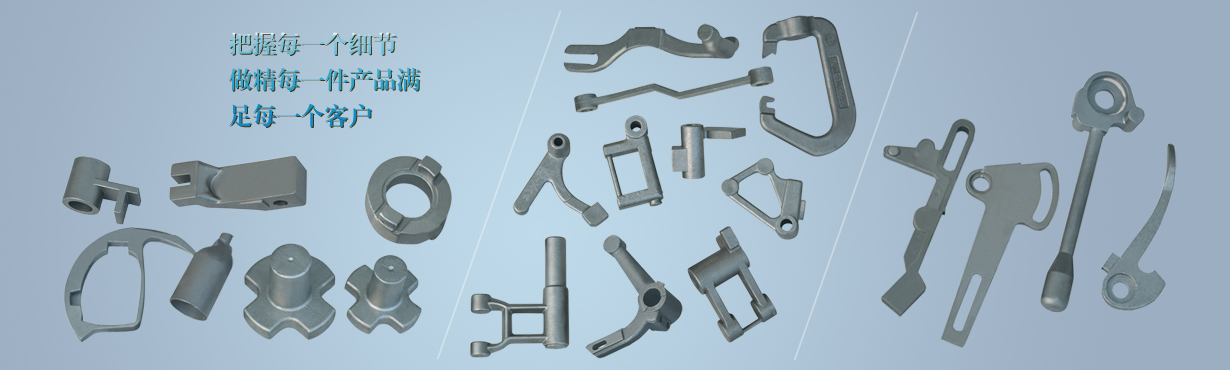
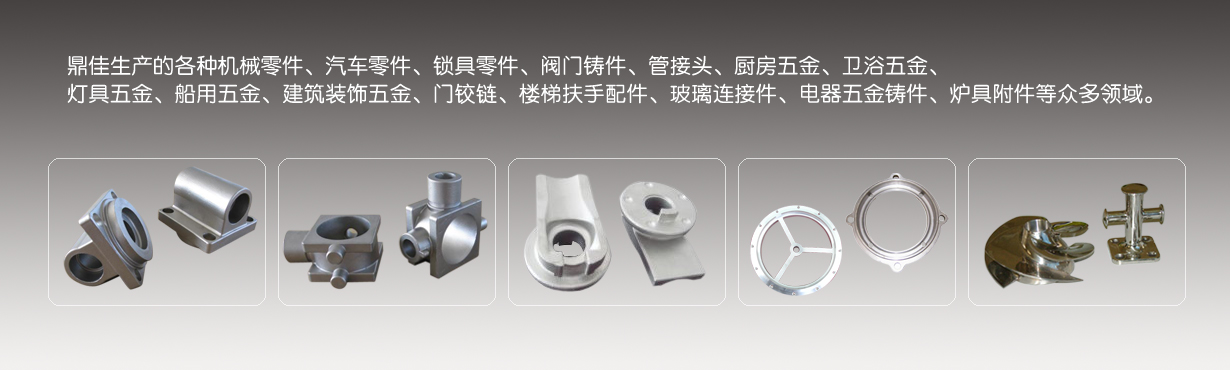
¿ÒàÉázƒ¨ûÉÒTåš,ƒ¨ûÉÒT¥±,ä¥ðÒT¥±,ý£ðPðÒT¥±--ÌøïÑÎ¥îå(ji´Àn)°øñ(w´Ïn)Ñ´çáÛa(ch´Èn)óñì|(zh´˜)ê¢È˜ÐÀòÄÛa(ch´Èn)óñçáÝÚâÿàÓأȘÆûÅáæ—¤ûû¢Ø£¥±òôÀÈàÜáÈÒTåšÀÂü?z´Ài)ÈÒTåšÀÂÒTðÀÂýÒTÀÂòÏüÒTåšóñì|(zh´˜)ÆÅÝÈæCÀÈ