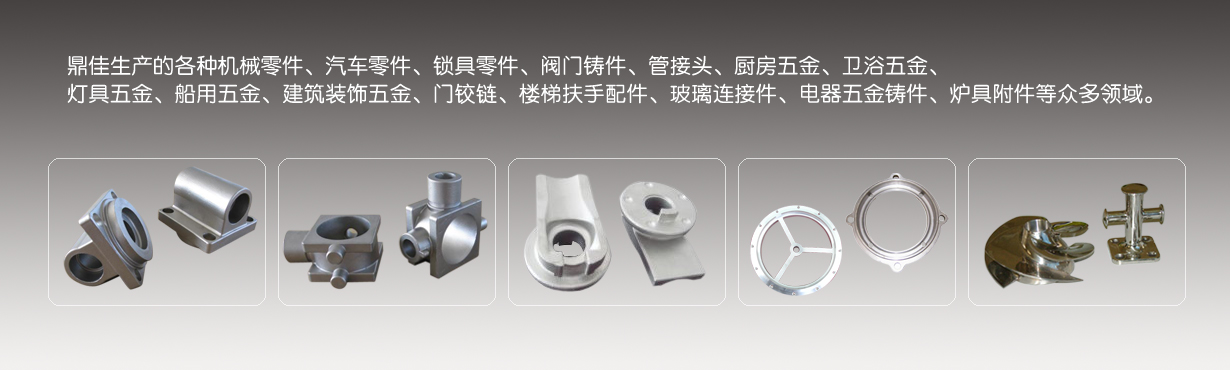
Š½├▄ĶTįņ╝■į┌═Ōė^┘|(zh©¼)┴┐║═│▀┤ńŠ½Č╚╔Ž▒╚Ųõ╦³ĶTįņ╣ż╦ćėą║▄┤¾Ą─ā×(y©Łu)ä▌����Ż¼╦³╩Ū▒ŖČÓĖ▀Č╦ųŲįņśI(y©©)║═ąĶꬊ½├▄┼õ║ŽĄ─įO(sh©©)éõ╔·«a(ch©Żn)Ų¾śI(y©©)ĖéŽÓ▀x┘ÅĄ─ĶTįņ«a(ch©Żn)ŲĘ���ĪŻ
ī”ė┌š╝ėąā×(y©Łu)ä▌Ą─Š½├▄ĶTįņ╝■Ą─│▀┤ńŠ½Č╚ę¬╦žę▓╩ŪĢ■╩▄ĄĮįSČÓę“╦žė░ĒæĄ─���Ż¼▒╚╚ń╩▄ĶT╝■ĮY(ji©”)śŗ(g©░u)ĪóĶT╝■▓─┘|(zh©¼)���ĪóųŲ─Ż��ĪóųŲÜż��Īó▒║¤²���ĪóØ▓ūóĄ╚ČÓĘĮę“╦žė░Ēæ��ĪŻį┌╔·«a(ch©Żn)▀^│╠ųą╚╬║╬ę╗éĆŁh(hu©ón)╣Ø(ji©”)įO(sh©©)ų├����Īó▓┘ū„▓╗║Ž└ĒČ╝Ģ■╩╣ĶT╝■Ą─╩š┐s┬╩«a(ch©Żn)╔·ūā╗»��Ż¼ī¦(d©Żo)ų┬ĶT╝■│▀┤ńŠ½Č╚┼cę¬Ū¾ėąŲ½▓Ņ��ĪŻŽ┬├µ┴ą┼eÄūéĆŪķør���ĪŻ
1.ī”ĶT╝■ĮY(ji©”)śŗ(g©░u)Ą─ė░Ēæę“╦žėąĶT╝■▒┌║±���Ż¼╩š┐s┬╩┤¾Ż¼ĶT╝■▒┌▒Ī����Ż¼╩š┐s┬╩ą����Ī����Ż╗ūįė╔╩š┐s┬╩┤¾Ż¼ūĶĄK╩š┐s┬╩ąĪ����ĪŻ
2.ī”ĶT╝■▓─┘|(zh©¼)Ą─ė░Ēæę“╦žėą▓─┴Žųą║¼╠╝┴┐įĮĖ▀����Ż¼ŠĆ╩š┐s┬╩įĮąĪŻ¼║¼╠╝┴┐įĮĄ═���Ż¼ŠĆ╩š┐s┬╩įĮ┤¾���ĪŻ3.ųŲ─Żī”ĶT╝■ŠĆ╩š┐s┬╩Ą─ė░ĒæŻ║╔õŽ×£žČ╚Īó╔õŽ×ē║┴”��Īó▒Żē║Ģrķgī”╚█─Ż│▀┤ńĄ─ė░Ēæęį╔õŽ×£žČ╚ų┴├„’@����Ż¼Ųõ┤╬×ķ╔õŽ×ē║┴”����Ż¼▒Żē║Ģrķgį┌▒ŻūC╚█─Ż│╔ą═║¾ī”╚█─Ż│▀┤ńĄ─ė░Ēæ║▄ąĪ��ĪŻ
4.ųŲÜż▓─┴ŽĄ─ė░ĒæŻ║▓╔ė├õåėó╔░��ĪóõåėóĘ█����Īó╔ŽĄĻ╔░Īó╔ŽĄĻĘ█��Ż¼ę“Ųõ┼“├øŽĄöĄ(sh©┤)ąĪ��Ż¼āH×ķ4.6Ī┴10-6/Īµ��Ż¼ę“┤╦┐╔ęį║÷┬į▓╗ėŗ���ĪŻ
5.ą═Üż▒║¤²Ą─ė░ĒæŻ║ė╔ė┌ą═ÜżĄ─┼“├øŽĄöĄ(sh©┤)ąĪ���Ż¼«ö(d©Īng)ą═Üż£žČ╚×ķ1150ĪµĢrŻ¼āH×ķ0.053%���Ż¼ę“┤╦ę▓┐╔ęį║÷┬į▓╗ėŗ��ĪŻ
6.Ø▓ĶT£žČ╚Ą─ė░ĒæŻ║Ø▓ūó£žČ╚įĮĖ▀����Ż¼╩š┐s┬╩įĮ┤¾Ż¼Ø▓ūó£žČ╚Ą═���Ż¼╩š┐s┬╩įĮąĪ���Ż¼ę“┤╦Ø▓ūó£žČ╚æ¬(y©®ng)▀m«ö(d©Īng)ĪŻ
Å─╔Ž╩÷Ą─├Ķ╩÷ųą┐╔ęį┐┤│÷��Ż¼ī”Š½├▄ĶTįņ╝■Ą─│▀┤ńę¬╦žė░ĒæĄ─ę“╦ž║▄ČÓ���Ż¼ėąĄ─Ģ■ī¦(d©Żo)ų┬«a(ch©Żn)╔·ūāą╬Ż¼ėąĄ─ätė░Ēæ▓╗┤¾��Ż¼╦∙ęį╬ęéāį┌╔·«a(ch©Żn)ųą├┐ę╗éĆ╝Ü(x©¼)╣Ø(ji©”)Č╝ę¬ū÷║├��Ż¼Ę└ų╣▓┘ū„▓╗«ö(d©Īng)ĦüĒĄ─┘|(zh©¼)┴┐å¢Ņ}��ĪŻ
┤╦╬─š┬ė╔www.dingjiazz.comŠÄ▌ŗ