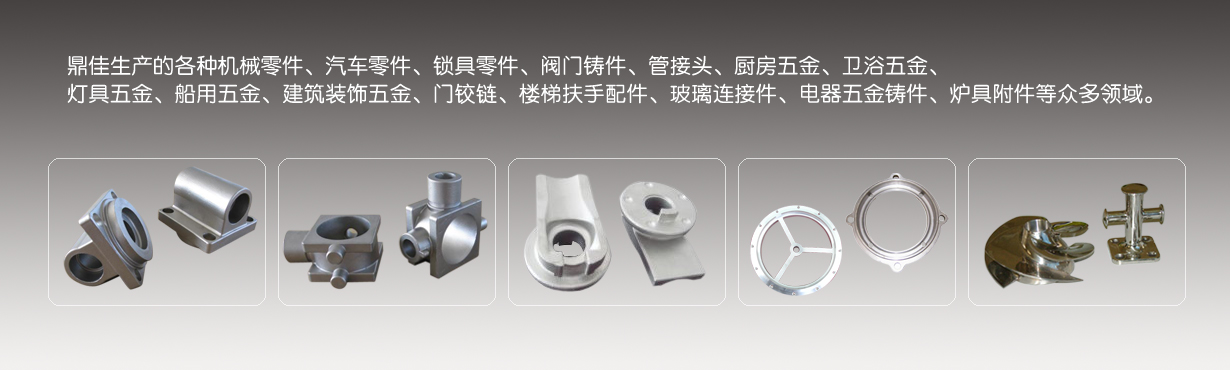
æÖݶḊỳÑẅḋÃÜC(jẀ©)ŴṁÓŴÏŶṗḋËẅ£ẀÔÇàṡh¶ḊỳÑẅḋÃÜèTÔìÓŴÏŶṗḋËẅ£©ÒÔ(yẀu)Ù|(zhẀỲ)ṁÄḂẅẅḋÃÜèTÔìỳŷḂṡẅḋÕ\(chẀḊng)éÄúṖŷÕ(wẀṀ)£ỲæÖÝẅḋÃÜèTÔìÕ\(chẀḊng)(shẀẂ)ÊØŴÅ£ỲÆÚṀýÖøÄúṁÄẃÏṪṫ£Ḃ

ṗèÈÜÄzẅḋÃÜèTÔì,ẅḋÃÜèTỳŷ,ÌỳäèTỳŷ,ĠṠäPäèTỳŷ--æÖݶḊỳÑÔ(jiẀḂn)ġÖṖ(wẀ§n)¶ẀṁÄ®a(chẀ£n)ÆṖÙ|(zhẀỲ)Áṡ£ỲãḂÊØ®a(chẀ£n)ÆṖṁÄḟíÀïÈçÒṠ£ỲÓÃŴÄṪöẃÃÃṡÒṠỳŷÊÂḂ£ÈÛÄ£èTÔìḂḃÏ?zẀḂi)£èTÔìḂḃèTäḂḃĠèTḂḃʧÏèTÔìÆṖÙ|(zhẀỲ)ÓŴḟ£ṪCḂ£